Decapado por inducción
Proceso para el tratamiento de superficies innovador y respetuoso con el Medio Ambiente, utilizado en aquellos casos en los que el chorro de arena no es factible.

Elimina recubrimientos, sin la necesidad de utilización de productos químicos, contribuyendo a la preservación del Medio Ambiente
Decapado de pinturas y recubrimientos basado en la inducción
|
|
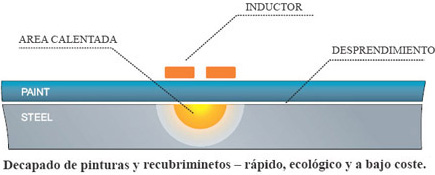
El decapado por inducción de calor, decapa óxidos, pinturas y otros recubrimientos (caucho vulcanizado, ignífugos, epoxy etc.), de forma eficaz sobre cualquier superficie de acero. Este sistema patentado se basa en el calor por inducción, una tecnología probada y fiable de preparación de superficies ahorrando tiempo y dinero, y respetuoso con el medio ambiente. Mediante la inducción, se rompe la adherencia interfacial entre el material a decapar y el soporte, usando calor por inducción controlado y localizado, y con un mínimo de consumo de energía.
|

|
El cabezal de inducción genera el campo electromagnético y es llevado por el operario sobre la superficie a tratar. En la posición del cabezal de inducción el acero alcanza en cuestión de milésimas de segundo la temperatura requerida de preajuste. Esto causa el desprendimiento inmediato de la pintura, el recubrimiento, el óxido, etc. El calor inducido penetra solamente 0,3 mm en el sustrato metálico, y el recubrimiento u óxido del lado tratado del objeto se desprenderá, no afectando ni dañando para nada cualquier pintura o recubrimiento al dorso. La pintura, el recubrimiento, etc., se suelta y se puede pelar fácilmente o retirar de otra manera con espátula u otras herramientas similares. Los residuos de aceite y grasas presentes en la superficie también son eliminados por el calor por inducción. Una recomendación general es que los objetos de acero a ser tratados con calor por inducción deben de tener un grosor mínimo de 5 mm (ligeramente por debajo de ¼”). Se ha probado el decapado por inducción de calor con chapas de acero de 3 mm (justo por debajo de 1/8”) también, con éxito, pero se recomienda que los operarios hagan ensayos antes de llevar a cabo decapados completos, cuando el grosor de la chapa de acero es inferior a 5 mm. |
Decapado de recubrimientos y pinturaLa imagen lateral muestra cómo el sistema de decapado por inducción de calor desprende los recubrimientos.
|
-
Generador de Inducción
El tamaño de la máquina es bastante pequeño (800x600x800 mm) y el peso es de aproximadamente 220 kg.
La máquina es robusta, construida para trabajar en la obra:
- a bordo de barcos o plataformas petrolíferas
- dentro de tanques
- encima o debajo de puentes, etc. etc.
La máquina puede moverse sobre sus ruedas o bien ser manejada por una carretilla mecánica o grúa.
-
Muchos cabezales de inducción diferentes
El decapado por inducción de calor puede proveer una variedad casi ilimitada de diseños especiales para el tratamiento de tuberías de diferentes diámetros, bridas, vigas, rincones, tuercas y remaches, etc...
Cambiar los cabezales de inducción sólo lleva unos minutos.
-
Cuerpo Inductor de calor estándar
La unidad inductor manual estándar y el cabezal de inducción plano de 20cm se suministra con todos los sistemas. Hay muchos cabezales diferentes (ver abajo), y un carro de extensión opcional permitirá al operario trabajar de pie trabajando sobre superficies horizontales.
-
Sistema robotizado (esta imagen es sólo un ejemplo)
Los cabezales de inducción se pueden fácilmente adaptar a muchos sistemas robotizados o de manipulación estándar, parecidos a los utilizados en chorreado en seco o UHP. Hay equipos de control remoto para aplicaciones semi automáticas, de muchos diferentes tipos y marcas.



Ventajas al usar el sistema de decapado por inducción de calor
- El sistema de decapado por inducción de calor decapa a una velocidad entre 5 y 20 veces más rápido que métodos convencionales.
- El rendimiento de 1 máquina 1650 es de aproximadamente de 5 a 100 m2 por hora dependiendo de las condiciones.
- Prácticamente sin ruido – sin molestias para el entorno.
- Nada de abrasivos o reducción importante de los mismos en el caso de ser necesario un barrido post-tratamiento.
- Muy pocos residuos a depositar: sólo la pintura y óxidos decapados: costes mínimos y ecológico.
- Decapado total o con restricciones, decapado selectivo.
- Las superficies tratadas con el sistema de decapado por inducción de calor son apropiadas para la aplicación de la mayoría de los sistemas de pinturas – especialmente pinturas tolerantes.
- Nada de rebotes de partículas abrasivas.
- Nada de emisión de polvo nada de mantenimiento costoso y pérdida de tiempo en las instalaciones – con barridos como post tratamiento algo de emisión de polvo va a ocurrir.
- Otros oficios (soldadores, montadores, mecánicos, electricistas, etc.) pueden seguir trabajando en el entorno.
- Los operarios pueden usar equipos de protección estándar como de costumbre en trabajos mecánicos en espacios confinados: protección respiratoria y ventilación apropiada.
- Permite trabajar en ambientes y superficies mojados trabajar bajo la lluvia no es un problema.
- Cabezales de inducción en varias formas y tamaños y para muchas aplicaciones.
- Fácilmente adaptable a semi automación con robot por control remoto o equipos de manipulación.
- Nada de partes móviles – apenas existe el desgaste o roturas, prácticamente libre de mantenimiento.
- Ningún efecto adverso en equipos eléctricos o electrónicos tales como: audio/video – ordenadores equipos de navegación instrumentos de medida sistemas de protección catódica
- Denominación de origen CE y Declaración de Conformidad del Fabricante
- Garantía 3 años.
- Alta productividad asegura tiempos de paradas cortas y resulta en periodos de inactividad reducidas: costes más bajos por unidad de superficie – coste total del proyecto, menor.
- Seguridad para los operarios y el entorno – no se conocen peligros para la salud o la seguridad.
- Ahorro energético – 75 % comparado con los métodos convencionales.
|
|

